Introduction
Fiber laser cutting heads are core components in modern industrial laser cutting systems. They are responsible for beam transmission, focusing, protection of optical elements, and stable process execution under high-power conditions.
A well-designed cutting head directly affects cutting precision, edge quality, and long-term operational reliability.
This article explains the structural composition and working principle of fiber laser cutting heads used in industrial applications.
1. Main Structural Components
A typical fiber laser cutting head consists of the following core modules:
1.1 Fiber Interface Module
The fiber interface connects the laser source to the cutting head.
Common industrial interfaces include QBH, QD, LLK-D, and Q+ types.
This module ensures:
Stable beam coupling
Proper centering of the optical path
Secure mechanical fixation
Precision alignment at this stage is critical to avoid beam deviation and power loss.
As shown in Figure 1, the laser beam enters through the QBH interface and is collimated before being focused onto the workpiece.
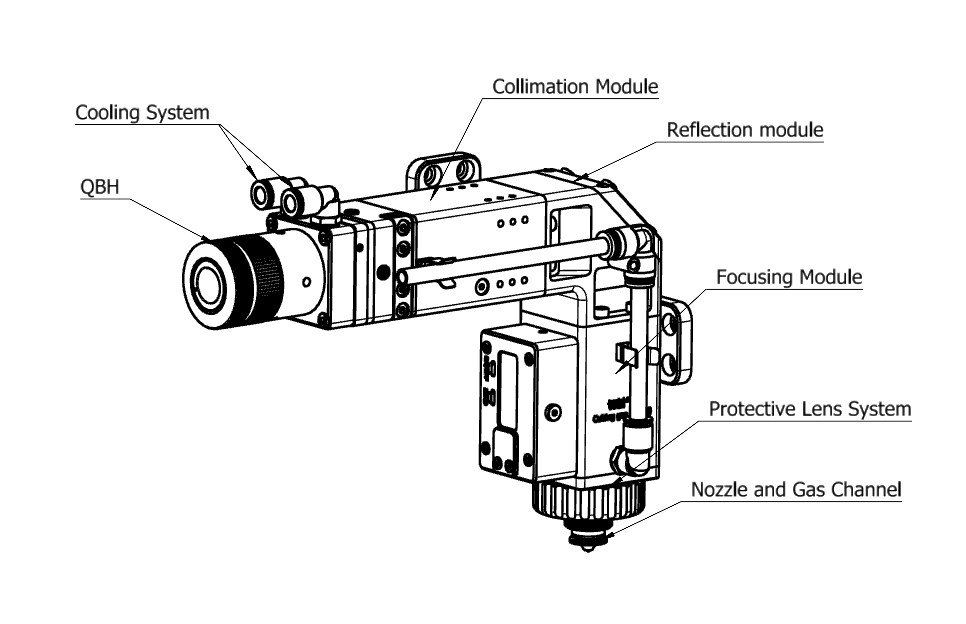
Figure 1 – Fiber Laser Cutting Head Internal Structure
1.2 Collimation Module
The collimation lens converts the diverging beam from the fiber into a parallel beam.
Key functions:
Stabilizing beam propagation
Reducing divergence angle
Preparing beam for precise focusing
The focal length of the collimation lens influences beam diameter and final focus characteristics.
1.3 Focusing Module
The focusing lens concentrates the collimated beam onto the workpiece surface.
Important parameters:
Focusing focal length
Spot size
Depth of focus
Shorter focal lengths generally produce smaller spot sizes for thin-sheet cutting, while longer focal lengths are suitable for thicker materials.
1.4 Protective Lens System
Protective lenses are installed above and below the focusing lens to prevent contamination from:
Metal vapor
Spatter
Dust particles
High-power systems require thermal-resistant coatings and effective sealing structures to ensure durability.
1.5 Nozzle and Gas Channel
The nozzle directs assist gas (oxygen, nitrogen, or air) to the cutting zone.
Functions include:
Removing molten material
Protecting optics
Improving cut quality
Nozzle geometry and concentricity significantly influence cutting stability.
1.6 Cooling System
High-power cutting heads (6kW–12kW and above) require efficient water-cooling systems to:
Stabilize optical temperature
Prevent thermal lensing
Extend component lifespan
Thermal management design is a key factor in high-power performance.
2. Working Principle
The working process can be summarized as follows:
The fiber laser source generates a high-energy beam.
The beam enters the cutting head through the fiber interface.
The collimation lens converts the diverging beam into parallel light.
The focusing lens concentrates the beam into a high-energy-density spot.
The focused beam melts the material surface.
Assist gas removes molten material to create a clean cut.
The precision of optical alignment and mechanical stability ensures consistent cut quality and minimal deviation.
As illustrated in Figure 2, the laser beam is first collimated and then precisely focused onto the material surface to achieve efficient thermal processing.
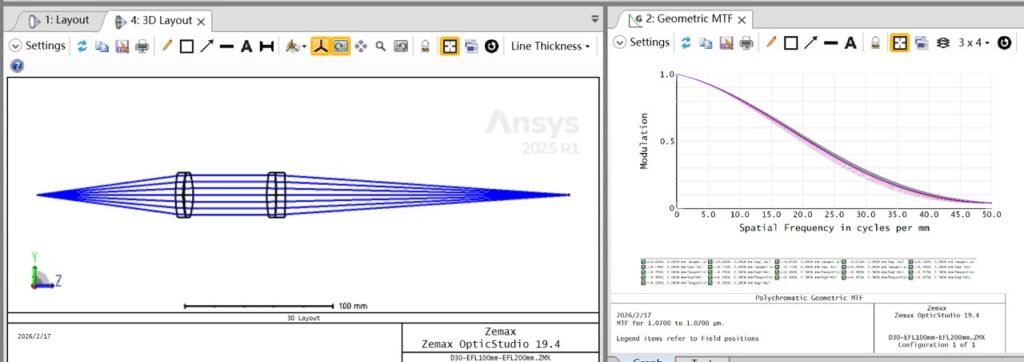
igure 2 – Optical Path Principle of Fiber Laser Cutting Head
3. Key Engineering Considerations
When designing or selecting a fiber laser cutting head, the following factors are critical:
Optical alignment accuracy
Thermal management capability
Mechanical rigidity
Interface compatibility
Ease of maintenance
Modular designs allow faster customization for OEM system integrators and machine manufacturers.
4. Importance of Modular Design
Modern industrial systems increasingly demand flexibility.
A modular cutting head structure enables:
Fast optical configuration changes
Flexible focal length selection
Easy replacement of protective components
Compatibility with different machine platforms
For OEM manufacturers, modular architecture reduces development time and simplifies system integration.
Conclusion
Fiber laser cutting heads are precision-engineered optical and mechanical systems that directly impact cutting performance and system reliability.
Understanding their structural composition and working principles allows better configuration selection, optimized integration, and long-term stable operation in industrial environments.
As laser power levels continue to increase, thermal stability, optical precision, and modular flexibility will remain key development directions in cutting head technology.

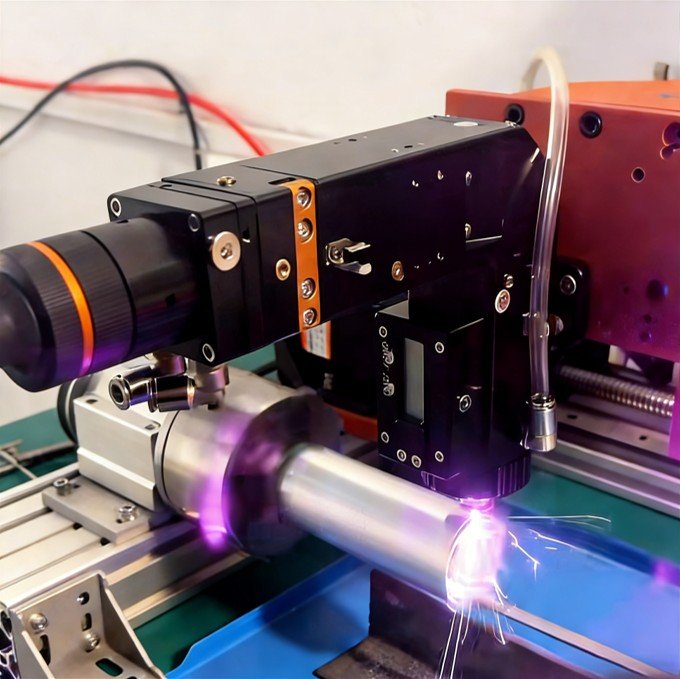
Figure 3 – Industrial Fiber Laser Cutting Application